Explore our selection of medical components, diagnostic tools, and therapeutic devices designed to integrate seamlessly with modern cloud analytics and patient monitoring infrastructures.







In the rapidly evolving landscape of global digital health, the integration between clinical-grade hardware and mobile/web software solutions has become paramount. Modern healthcare demands real-time data capture, long-term monitoring, and actionable insights driven by AI. To fulfill this requirement, China's medical manufacturing corridors have transitioned from simple OEM assembly to complete end-to-end hardware-software system integration.
Qingdao MDV Medical Appliances Co., Ltd. sits at the forefront of this industrial revolution. Our commitment extends beyond the physical device; we design, test, and align our medical products to interface smoothly with customized Health Monitoring Apps, offering global buyers and healthcare providers a cohesive, certified solution. By bridging the gap between mechanical medical components (such as orthopedic devices and anesthetic sets) and smart telemetry systems, we empower clinics to trace diagnostics and manage patient recovery trajectories more efficiently.
Equipped with low-latency Bluetooth and Wi-Fi modules for real-time telemetry.
End-to-end encryption protocols ensuring patient health information (PHI) protection.
Certified operational facilities designed to satisfy rigorous global hospital and regulator requirements.
Our company spans 6,600 sqm, with 4,700 sqm of construction area. The production area is 2,300 sqm, featuring a dedicated 1,500 sqm cleanroom and a 200 sqm quality inspection zone. It also features well-designed raw material, finished product, and sample storage facilities to maintain compliance.
Qingdao MDV Medical Appliances Co., Ltd. has a 50-person team divided into production, quality control, and support units. This optimized organizational structure ensures efficient, high-quality manufacturing, direct communication, and strict compliance with global medical device standards.
Our products are ISO 13485 certified, ensuring compliance with international medical device standards. Some also hold CE certification, meeting European regulatory requirements. These certifications reflect our rigorous processes and position us as a trusted partner, delivering safe and reliable products.
China's medical technology ecosystem has evolved from cheap component assembly into a sophisticated integration network that merges physical medical devices with advanced software apps. This transition offers major competitive advantages to global healthcare enterprises, hospitals, and distributors looking to procure wholesale quantities:
China boasts the world's most concentrated cluster of electronic component suppliers, sensor engineers, plastic molders, and software developers. When procuring health monitoring solutions, you gain access to a network that can design the physical device, code the firmware, develop the mobile app (iOS & Android), and coordinate compliance within the same geographical zone. This minimizes lead times and ensures optimal hardware-software latency levels.
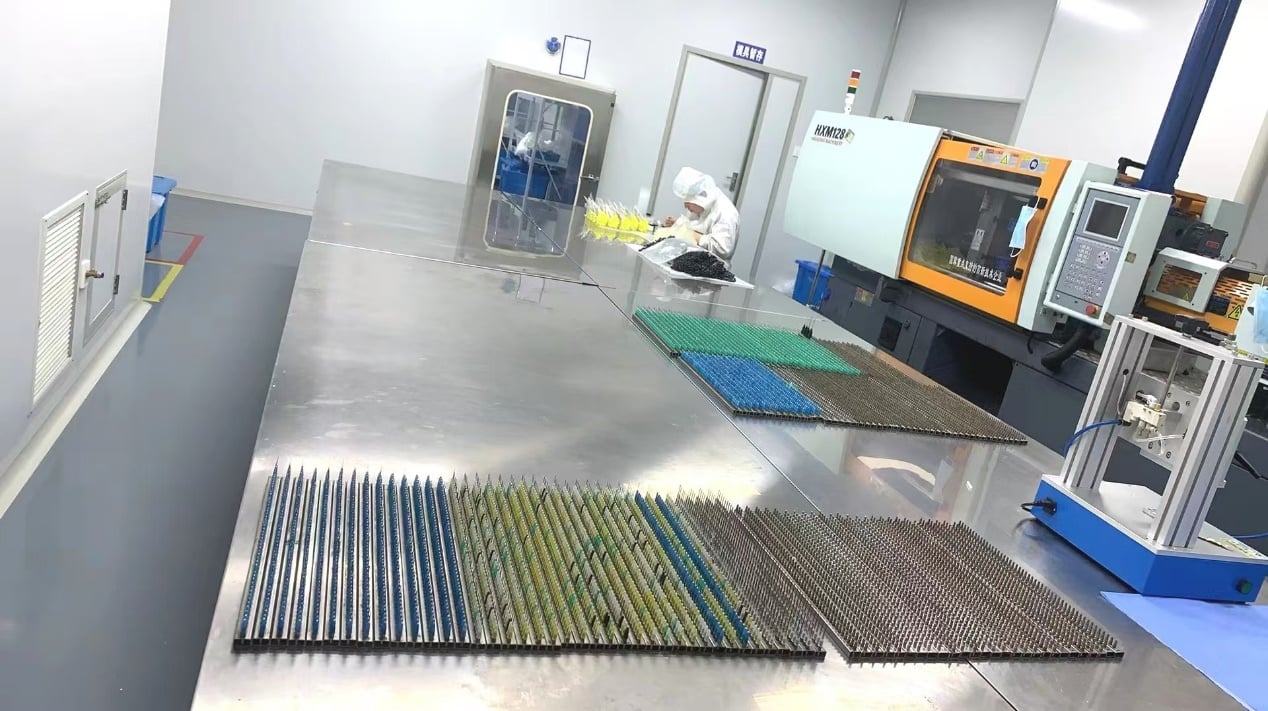
As highlighted by MDV Medical’s facility layout, China’s medical manufacturers operate state-of-the-art ISO 13485 certified cleanrooms. Whether creating orthopedic implants, dental tips, or smart remote care systems, companies follow rigid sterilization protocols. Our cleanrooms ensure that the physical sensors and casing are free from particulate contamination before shipping, ensuring medical stability when paired with diagnostic apps.
Developing custom application interfaces (APIs) or SDKs that allow hardware to communicate with hospital administration databases is cost-prohibitive in Western markets. Chinese manufacturers possess dedicated development teams that can customize and localize mobile application user interfaces (UI) and server-side software at a fraction of the cost, passing the savings to wholesale buyers.
How global clinical settings, laboratories, and rehabilitation centers integrate our specialized equipment.
Modern healthcare solutions must adapt to specific localized environments. By leveraging connected medical equipment, clinical operators can transform traditional clinical processes into highly automated operations:













The remote monitoring industry is transitioning from a convenience model to an essential medical framework. Key structural changes include:
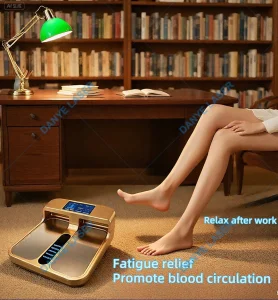
Modern health monitoring apps are no longer passive data logs. They actively analyze parameters, highlighting anomalies for clinician review. This reduces administrative pressure and speeds up diagnosis.
Hospitals are extending clinical standards to patient homes. By linking hospital hardware (such as medication trolleys and emergency equipment) with residential patient applications, medical networks maintain continuity of care.
Mobile apps are undergoing regulatory audits to be classified as medical devices. This demands that hardware manufacturers collaborate closely with software designers to guarantee exact data translation and absolute cybersecurity compliance.
Discover our certified surgical, orthopedic, and testing equipment engineered to meet global quality standards.







Global procurement directors must evaluate manufacturers carefully to ensure compliance, stability, and compatibility with their existing setups:
Before finalizing a contract, request access to the device’s API documentation. A reliable manufacturer will provide clean, well-documented SDKs that allow your development team to easily connect the physical hardware to your proprietary Health Monitoring Apps.
Any app handling patient data must comply with regional regulations like HIPAA (US) or GDPR (EU). Ensure that the manufacturer's Bluetooth and Wi-Fi modules support modern encryption standards (like AES-256) to secure data in transit.
Always verify the manufacturer's cleanroom credentials. MDV Medical operates a 1,500 sqm ISO Class cleanroom, ensuring that all physical components are assembled in a clean environment to prevent contaminants from compromising device safety.
Select partners who maintain complete documentation files (DHF) and device history records (DHR). Our ISO 13485 Quality System Certification guarantees traceabilty throughout every phase of production.
Direct answers regarding specifications, OEM app integration, production capacity, and global supply chain logistics.