Precision-engineered equipment for immediate medical intervention.
In today's fast-paced world, the demand for high-quality emergency medical equipment has transitioned from a healthcare necessity to a critical pillar of national security and public safety. As global populations age and the frequency of natural disasters or public health crises increases, manufacturers and suppliers are facing a paradigm shift in how life-saving tools are designed and distributed.
The industrial status of emergency medical devices is characterized by rapid digitization. From high-tech anesthesia systems in ICU units to portable microwave sterilization units used by field medics, the industry is moving toward equipment that is not only robust but also highly intelligent and mobile.
How AI and Smart Engineering are redefining the "Golden Hour" of emergency response.
Modern ventilators and defibrillators are now incorporating AI algorithms to assist paramedics in real-time decision making, significantly improving survival rates during cardiac arrest or respiratory failure.
Equipment like Multifunctional Medical Waste Microwave Treatment units represent the future of sustainable clinics, allowing for 24-hour onsite waste processing that reduces biological hazards and logistics costs.
The shift from heavy hospital-bound machinery to portable, battery-operated examination lamps and mini-first aid bags allows for "hospital-grade" care in remote areas or during transit.

State-of-the-art manufacturing facility in Qingdao.
Qingdao MDV Medical Appliances Co., Ltd. is a modern enterprise focusing on the R&D, manufacturing and sales of anesthetic medical products, traditional Chinese medicine acupuncture, interventional products, injection puncture and nursing medical equipment. The company has successfully passed the ISO 13485 Medical Device Quality System Certification.
Always taking the tenet of creating high-quality medical equipment, caring for life and health, and providing customers with first-class products and service, our company have been constantly upgrading our existing products and developing new products. We have many patented products to meet the requirements of product serialization and specialization.
Leveraging supply chain excellence and rigorous quality control for global healthcare.

Our 50-person team is divided into production, quality control, and support units. This structure ensures efficient, high-quality manufacturing and compliance with global medical standards.

The company spans 6,600 sqm, with 4,700 sqm of construction area. The production area includes a 1,500 sqm cleanroom and a 200 sqm quality inspection zone, ensuring zero-contamination for sensitive medical instruments.

Our products hold ISO 13485 and CE certifications, reflecting our rigorous processes and position as a trusted partner, delivering safe and reliable products for global healthcare markets in Europe, Canada, and beyond.
Our Portable Microwave Sterilization and Compact X-Ray equipment are specifically designed for ambulances and field hospitals where space is limited but diagnostic accuracy is paramount.
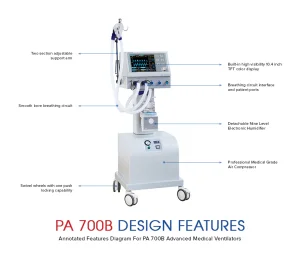
High-end Anesthesia Systems and Ventilators (like the Nlf-200c) provide stable life support for critically ill patients, meeting the heavy-duty demands of municipal hospitals.
The CE Certified Mini Portable Emergency Bags and CPR Training Shields are ideal for sports stadiums, school clinics, and outdoor adventure groups looking for reliable first-response tools.
Ergonomic ABS Emergency Trolleys and Overbed Tables improve the efficiency of nursing staff, ensuring that medical tools are always organized and reachable in senior care environments.


Always taking the tenet of creating high-quality medical equipment, caring for life and health, and providing customers with first-class products and service.
Reliable instruments for every medical emergency scenario.