The global Medication Management Systems (MMS) market is currently undergoing a radical transformation, shifting from traditional manual workflows to AI-integrated, automated ecosystems. Valued at over USD 3.5 billion in 2023, the industry is projected to grow at a CAGR of 10.5% through 2030. This surge is driven by a critical need to reduce medical errors, which remain one of the leading causes of preventable patient harm worldwide.
Industrialized nations in North America and Europe are leading the adoption of "Closed-Loop Medication Management," where every step—from prescription to administration—is electronically tracked. Meanwhile, emerging markets in Asia-Pacific and the Middle East are rapidly upgrading their hospital infrastructures, creating a massive demand for reliable exporters of intelligent dispensing carts and sterilization units. As a premier Medication Management Systems factory, we are at the forefront of this industrial shift, providing the hardware and integration tools necessary for modern clinical excellence.
Annual Market Growth
Error Reduction Rate
Certified Quality
Export Countries
Real-time inventory tracking and predictive analytics are no longer optional. Modern systems use IoT sensors to monitor medication temperatures and AI to predict refill needs before shortages occur.
The transition from fixed pharmacy cabinets to mobile, intelligent dispensing trolleys allows nurses to verify and dispense medication directly at the patient’s bedside, enhancing safety.
Sustainable disposal of medical waste and hazardous medication residues is a growing regulatory requirement. Advanced sterilization equipment is now a core part of the medication lifecycle.
As systems become more connected, protecting patient data and preventing unauthorized access to controlled substances through biometric locking mechanisms has become a top priority.
Qingdao MDV Medical Appliances Co., Ltd. is a modern enterprise focusing on the R&D, manufacturing and sales of anesthetic medical products, traditional Chinese medicine acupuncture, interventional products, injection puncture and nursing medical equipment. The company has successfully passed the ISO 13485 Medical Device Quality System Certification, ensuring every product meets international benchmarks.
We believe in "Caring for Life through Innovation." By constantly upgrading our patented product lines, we help hospitals worldwide achieve serialization and specialization in their care delivery. Our cleanroom facilities and rigorous quality inspection zones make us a trusted Chinese medical factory for global B2B procurement.

A dedicated 50-person team divided into production, quality control, and support units. This structure ensures efficient, high-quality manufacturing and compliance with global medical standards.

Spanning 6,600 sqm total, our facility includes a 1,500 sqm professional cleanroom and a 200 sqm quality inspection zone, optimized for high-precision medical device assembly.

ISO 13485 and CE certifications reflect our rigorous processes. We hold multiple patents, positioning us as a reliable partner delivering safe and reliable products for global healthcare providers.
Choosing a leading manufacturer like Qingdao MDV offers several strategic advantages:
1. Integrated Supply Chain: Our proximity to raw material hubs reduces lead times and allows for competitive pricing without compromising quality.
2. Rapid Prototyping: Our R&D team can iterate designs quickly based on specific hospital feedback, offering a level of customization that Western competitors often lack.
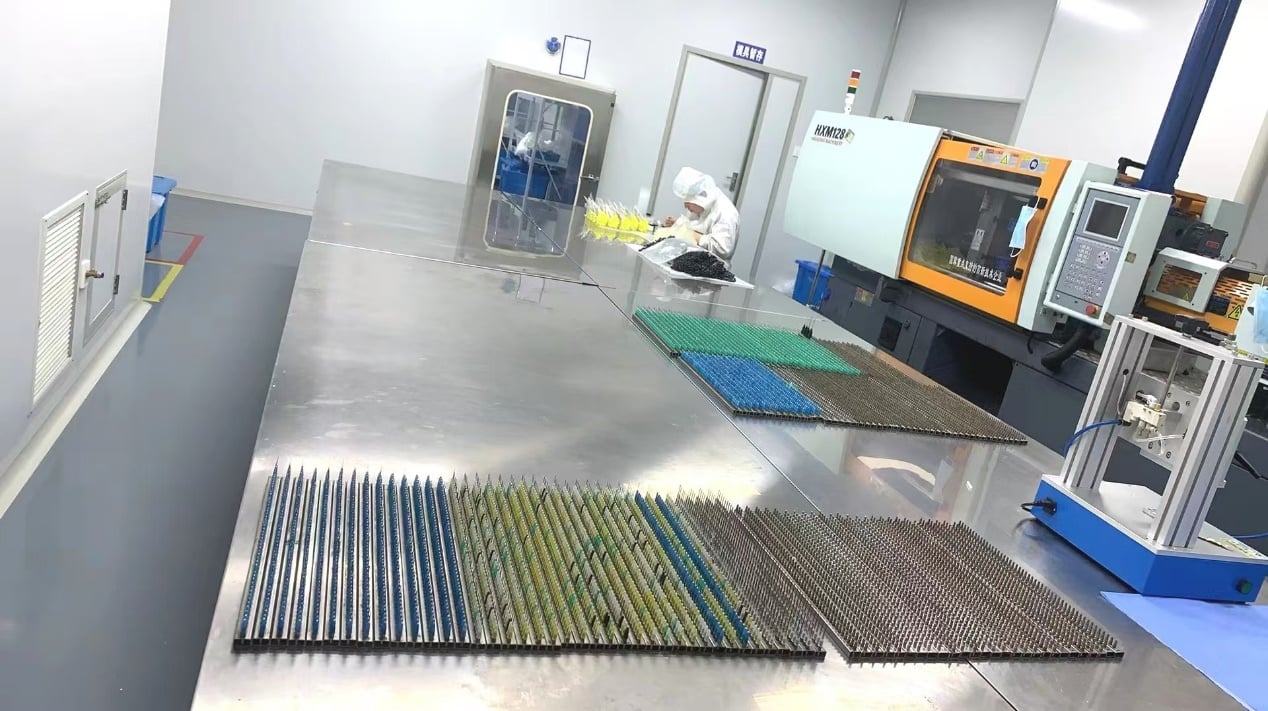
3. Advanced Cleanroom Manufacturing: By utilizing high-standard 100,000-level cleanrooms, we ensure the sterility and precision required for critical care equipment.



Our Medication Management Systems are versatile. In high-traffic ER environments, our Mobile Dispensing Trolleys provide rapid access to life-saving drugs. In long-term care facilities, our furniture and pain management devices like the Prorelief 14000V ensure patient comfort and chronic care efficiency. By understanding local clinical workflows, we provide tools that don't just sit in a room—they active partners in patient health.