The global clinical trial equipment market is currently witnessing a transformative phase, driven by the rapid expansion of the pharmaceutical and biotechnology sectors. As drug development becomes more complex, the demand for high-precision, reliable, and compliant diagnostic and monitoring equipment has reached an all-time high. Clinical Trial Equipment serves as the backbone of data integrity in multi-phase research, ensuring that patient vitals, diagnostic imaging, and laboratory results are captured with absolute accuracy.
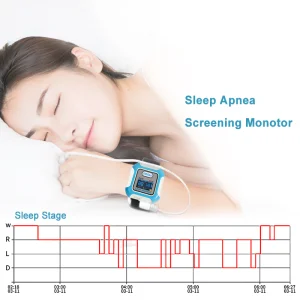
Today's industrial trend is shifting toward decentralized clinical trials (DCTs) and remote patient monitoring. This evolution requires manufacturers to produce devices that are not only hospital-grade but also portable and user-friendly for home-based trial participants. From advanced 24-hour ambulatory blood pressure monitors to portable polysomnography devices for sleep apnea screening, the equipment must integrate seamlessly with cloud-based data management systems to provide real-time insights to researchers globally.
In the world of CROs and pharmaceutical giants, compliance with ISO 13485 and FDA/CE standards is non-negotiable. Our manufacturing process integrates rigorous quality control to ensure every sensor and diagnostic tool provides reproducible data.
Modern trials demand AI-enhanced imaging and automated laboratory systems. Our vaginal discharge analyzers and endoscopy systems utilize digital microscopy and high-definition sensors to eliminate human error in diagnostics.
Procurement teams are increasingly looking toward China for high-quality, cost-effective manufacturing. By bridging the gap between cutting-edge R&D and large-scale production, we provide the scalability needed for global Phase III trials.
Qingdao MDV Medical Appliances Co., Ltd. is a modern enterprise focusing on the R&D, manufacturing and sales of anesthetic medical products, traditional Chinese medicine acupuncture, interventional products, injection puncture and nursing medical equipment.
Our commitment to excellence is reflected in our ISO 13485 Medical Device Quality System Certification. We don't just manufacture; we innovate. Our facility features a 1,500 sqm cleanroom and a dedicated 200 sqm quality inspection zone, ensuring that every product—from endoscopy parts to microwave sterilization systems—meets the highest global benchmarks.
Total Floor Space (sqm)
Cleanroom Area (sqm)
Professional Employees
ISO 13485 Compliance
The rise of Bluetooth-enabled screening monitors (Polysomnography) allows for sleep studies to be conducted in a patient's natural environment, significantly reducing trial costs and increasing patient retention.
Sustainability is now a core requirement in clinical settings. Our automated microwave sterilization equipment for waste treatment provides an eco-friendly alternative to traditional autoclaving, essential for modern clinical laboratories.
Customized endoscopy solutions are vital for gastroenterology and ENT clinical trials. We offer high-resolution, flexible endoscopes that provide the visual clarity required for early-stage disease detection and drug efficacy verification.
With the global increase in pulmonary research, adjustable airflow resistance devices have become essential for physical therapy and respiratory muscle clear-airway trials, supporting patients in post-viral recovery studies.
As a leading Chinese manufacturer, we leverage a robust local supply chain and advanced engineering talent to offer competitive advantages to global buyers. Our 4,700 sqm construction area is strategically divided into production, quality control, and specialized storage units for raw materials and finished products.

Our 50-person team is divided into precision units, ensuring that medical standards are met at every touchpoint of the assembly line.

Featuring a 1,500 sqm cleanroom and specialized 200 sqm inspection zones to prevent cross-contamination and ensure device sterility.

Holding both ISO 13485 and CE certifications, our products are ready for immediate integration into European and North American markets.



Always taking the tenet of creating high-quality medical equipment, caring for life and health, and providing customers with first-class products and service, our company has been constantly upgrading our existing products and developing new products to meet the serialization and specialization demands of the global clinical trial market.