Advanced diagnostic apparatuses and clinical systems manufactured under strict international quality controls to meet global regulatory protocols.
Analyzing the macroeconomic drivers, regulatory headwinds, and volume requirements dominating B2B clinical temperature monitoring procurement.
International medical procurement networks are rapidly shifting from simple transactional sourcing toward deep strategic partnerships with vertically integrated OEM/ODM factories. Enterprise clients require highly resilient contract manufacturing systems capable of absorbing regional raw-material chokepoints and maintaining consistent production yields under absolute geopolitical stability.
The global rollout of medical-grade thermometers faces extensive verification barriers, including the European Union's stringent Medical Device Regulation (MDR CE) and the United States FDA 510(k) clearance frameworks. Procurement executives actively prioritize manufacturing hubs with pre-certified ISO 13485 infrastructure and fully documented biological safety records to eliminate compliance friction.
Modern clinical systems reject generic thermal components. Procurement portfolios demand highly sophisticated multi-wavelength thermopile sensors, high-speed digital ambient signal processing chips, sub-0.1°C laboratory tolerances, and deep integrated Bluetooth/Wi-Fi IoT connectivity layers. These parameters ensure accurate, interoperable performance across large-scale hospital tracking ecosystems.
Tailored contract manufacturing and clinical architecture frameworks optimized for global healthcare networks, research centers, and rugged industrial operations.
Engineering customized temperature diagnostic systems that stand up to the extreme cleaning agents, constant drop hazards, and rapid-fire clinical workflows of high-volume emergency wards. Units include advanced antimicrobial polymers, contactless clinical infrared optical arrays, and instantly clear high-contrast organic LED telemetry readouts.
Providing next-generation smart connected wellness infrastructure with deep API system hookups. Our tailored firmware architectures natively export end-to-end encrypted telemetry data directly to hospital Electronic Health Record (EHR) databases via secure BLE 5.3 mesh networks, drastically cutting down manual documentation times and removing data transmission bottlenecks.
Developing hyper-calibrated micro-resistance RTD platinum probes and precision thermistor instruments capable of working safely across volatile chemical arrays, liquid nitrogen setups, and delicate cell-culture environments. These high-spec modules are built to deliver uncompromised long-term thermal monitoring stability with absolute near-zero drift performance over years of continuous deployment.
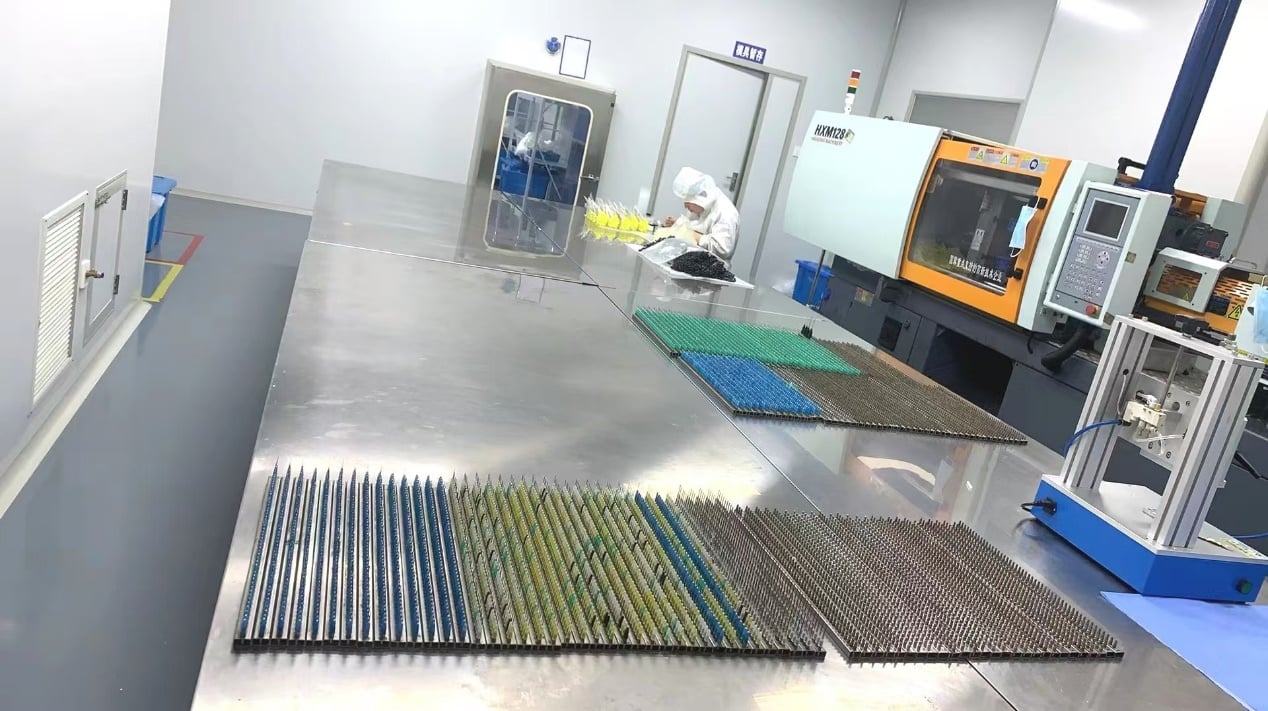
An inside look at our advanced cleanroom operations, international quality systems, and precision medical manufacturing capabilities.
Qingdao MDV Medical Appliances Co., Ltd. is a modern enterprise focusing on the R&D, manufacturing, and sales of anesthetic medical products, traditional Chinese medicine acupuncture, interventional products, injection puncture, and nursing medical equipment. The company has passed the ISO 13485 Medical Device Quality System Certification. Always taking the tenet of creating high-quality medical equipment, caring for life and health, and providing customers with first-class products and service, our company has been constantly upgrading our existing products and developing new products. We have many patented products to meet the requirements of product serialization and specialization.
Driving technological innovation in medical thermal sensing through advanced materials, edge-AI computing, and low-power communication standards.
Moving past standard single-point infrared sensors to deploy complex, integrated multi-spectral thermopile matrices. This shift enables real-time spatial thermal mapping, filters out distracting external ambient light, and delivers flawless diagnostic readouts regardless of variations in skin pigment or sweat levels.
Embedding dynamic machine-learning regression models directly onto low-power internal microcontrollers. This allows instruments to actively calculate and correct for ambient temperature changes and micro-level physiological fluctuations right at the edge, guaranteeing sub-0.05°C clinical laboratory tolerances across changing environmental conditions.
Phasing out carbon-heavy plastics to integrate specialized medical-grade biopolymers and highly recyclable composite casings across our global production lines. This major environmental push ensures long-term chemical resilience against harsh hospital disinfectants while dramatically lowering the carbon footprint of high-volume disposable medical components.
A closer look inside our advanced 1,500m² Class 100,000 cleanroom environments, precision testing facilities, and specialized automated assembly systems.













Navigating geopolitical shifts, rising shipping costs, and component availability through robust regional logistics hubs and strategic sourcing.
B2B procurement operations are moving away from looking strictly at upfront purchase prices. True long-term savings stem from lowering device failure rates, extending factory calibration cycles, and relying on durable, impact-resistant industrial designs that keep field units active and drastically reduce ongoing replacement costs.
To insulate global supply systems from unexpected logistics disruptions, our factory runs proactive raw-material reservation programs alongside highly adaptable manufacturing schedules. This structural agility helps healthcare networks maintain stable inventory levels even during periods of heavy seasonal demand fluctuations.
Our comprehensive ODM engineering services provide end-to-end brand integration. Enterprise clients can completely customize injection-molded casings, design custom user interfaces, embed proprietary software systems, and adapt localized retail packaging, all while fully maintaining core regulatory clearances.
Exceeding international clinical compliance through independent certifications, audited quality protocols, and strict trace-testing validation.
Our complete manufacturing infrastructure is independently certified under ISO 13485 quality systems. Every step of production—from checking raw components at intake to final product calibration and trace-testing—is fully documented to guarantee absolute transparency during external regulatory audits.
Our hardware lines are engineered from the ground up to comply with the European Union's strict Medical Device Regulation (MDR 2017/745) as well as the latest FDA guidance. We provide partners with comprehensive clinical evaluation dossiers, electromagnetic compatibility (EMC) test data, and detailed biocompatibility logs to secure rapid local approvals.
Beyond standard drop-ship manufacturing, we offer integrated technical service networks spanning our key target markets. This structure allows us to provide multi-language integration assistance, ongoing on-site calibration training, firmware update rollouts, and efficient, localized warranty handling.
Explore our broader medical equipment inventory, built to deliver reliable performance across specialized hospital departments and emergency isolation zones.
Get immediate, detailed answers to technical and logistical questions about our comprehensive OEM/ODM medical thermometer contract manufacturing programs.
Our standard Minimum Order Quantities (MOQs) for custom white-label production runs generally start at 1,000 units per batch. This baseline allows us to efficiently manage automated assembly calibration setups and cleanroom tooling adjustments. Smaller production volumes or early-stage pilot runs can sometimes be arranged depending on component availability and specific engineering requirements.
Every instrument we build undergoes rigorous, automated multi-point thermal calibration inside our controlled laboratory environments, referencing certified national metrology standards. Each device receives a unique tracking identifier in our system, locking in its complete calibration history, component batch records, and quality control test results for full compliance transparency.
Yes, our entire manufacturing facility operates under independently certified ISO 13485 quality systems. We maintain complete technical documentation, biocompatibility profiles, and risk assessment logs. This comprehensive data package helps our international partners secure fast regulatory approvals, including European CE MDR and US FDA clearances.
A complete ODM project usually spans 4 to 6 months from initial concept to final market delivery. This timeline includes industrial design, prototyping, custom PCB development, firmware optimization, injection mold creation, and initial validation testing. This timeline can vary depending on project complexity and specific regulatory testing requirements.
Yes, our smart thermometers can be built with advanced low-power Bluetooth (BLE 5.3) or Wi-Fi communication modules. We provide comprehensive SDKs and API documentation to help engineering teams integrate our hardware smoothly with hospital Electronic Health Record (EHR) networks and telehealth applications.