The global healthcare ecosystem is experiencing an unprecedented evolution. Driven by the convergence of high-speed telecommunications, micro-sensor technologies, and data analytics, clinical workflows are rapidly decentralizing. What once required continuous inpatient hospitalization can now be safely managed via remote patient monitoring (RPM) and medical-grade wearable hardware.
Modern clinical practices rely on accurate, real-time data acquisition to prevent critical cardiovascular events, manage chronic endocrine conditions such as diabetes, and optimize post-operative orthopedic recovery. For B2B healthcare distributors, medical institutions, and OEM brands, procuring reliable, regulatory-compliant monitoring hardware is no longer optional—it is a core strategy to reduce patient readmission rates and optimize clinical outcomes.
As a leading supplier in China, our engineering processes address these critical metrics by manufacturing devices with highly stable biometric sensors, low-power microcontrollers, and standardized data export pipelines. By integrating hospital-grade monitoring algorithms into patient-centered form factors, we bridge the gap between traditional clinical diagnostics and remote patient care.
High-resolution diagnostic sensors aligned with European CE and international ISO standards ensure patient safety during continuous monitoring.
Seamless connection capabilities via Bluetooth Low Energy (BLE), Wi-Fi, and modular clinical telemetry protocols.
Qingdao MDV Medical Appliances Co., Ltd. is a modern, clinical-grade medical hardware manufacturer specializing in the R&D, design, and global distribution of anesthesia medical products, traditional acupuncture instruments, injection puncture components, and specialized health monitoring devices. We manage complex production requirements under the strict supervision of the ISO 13485 Medical Device Quality System Certification.
Our state-of-the-art facility features a 4,700 sqm constructed footprint, housing a high-specification 1,500 sqm purification cleanroom and a dedicated 200 sqm raw-material and finished-product quality testing laboratory. Through constant engineering iteration, we secure dozens of utility patents annually, providing global medical brands with resilient supply chain solutions and competitive OEM/ODM production capabilities.



Compliance with ISO 13485 and CE standards guarantees our products withstand rigorous clinical use cases and audits.
Tailored physical molds, customized firmware integrations, and specific localization branding for global medical markets.
Reliable distribution capabilities featuring dedicated storage facilities for sensitive biological and electronic components.
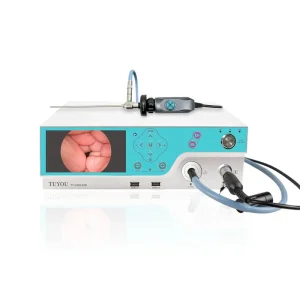
Our manufactured devices serve across critical healthcare departments including Sports Medicine, Orthopedics, Endoscopy, Intensive Care (ICU), Diabetes Therapy, and Aesthetic Clinics.










All manufacturing lines operate strictly under the ISO 13485 Quality Management System for Medical Devices. Our raw material selection, production cleanroom monitoring, and final sterilization validations follow rigorous workflows. Key product lines hold European CE markings, enabling smooth customs clearance and regulatory filings within EU member states and partner nations.
We offer comprehensive hardware modifications including housing plastics adjustments, tailored medical-grade silicones for biocompatibility, and customized packaging options (such as custom sizing for our self-sealing sterilization pouches). Additionally, our engineering team assists with communication protocol customization to match target local IoT platforms.
We manage a highly controlled 1,500 sqm cleanroom operating under Class 100,000 purification specifications. Air particulate levels, humidity, temperature, and microbiological contamination controls are audited continuously to support the manufacturing of sterile anesthesia tools, orthopedics sets, and biological protective materials.
To secure critical microcontrollers, wireless communication chips, and diagnostic displays, we maintain strategic safety stock within our 4,700 sqm facility. Multi-sourced raw material agreements shield our clients from localized assembly disruptions, ensuring reliable annual contract delivery times.