 Portable Ctg Twins Monitoring Hospital Home Use Fetal Heart Price Wireless Patient Monitoring Devices
Portable Ctg Twins Monitoring Hospital Home Use Fetal Heart Price Wireless Patient Monitoring Devices
 High Quality J107 Medical Patient Vital Signs Monitoring Device Portable Veterinary Wireless Patient Monitoring
High Quality J107 Medical Patient Vital Signs Monitoring Device Portable Veterinary Wireless Patient Monitoring
 Etco2 Monitoring Medical Supply Patient Monitor Equipment for Respiratory Care
Etco2 Monitoring Medical Supply Patient Monitor Equipment for Respiratory Care
 Medical Remote Central Monitoring System ICU Supplier Patient Vital Signs Monitoring Device
Medical Remote Central Monitoring System ICU Supplier Patient Vital Signs Monitoring Device
 Ai-Driven Active Directory Wearable Devices for Innovative Home Continuous Real Time Patient Health Monitoring
Ai-Driven Active Directory Wearable Devices for Innovative Home Continuous Real Time Patient Health Monitoring
 Good Quality 4G IP67 Waterproof Alzheimer's Patients GPS Watch Tracking Device with Live Map Monitoring for Anti Lost D44U
Good Quality 4G IP67 Waterproof Alzheimer's Patients GPS Watch Tracking Device with Live Map Monitoring for Anti Lost D44U
 My-C003 7 Inch Patient Monitoring Devices
My-C003 7 Inch Patient Monitoring Devices
 My-C003 7 Inch Patient Monitoring Devices for Sale
My-C003 7 Inch Patient Monitoring Devices for Sale
The global demand for Temperature Monitoring Devices is surging across medical, industrial, and logistical sectors. As regulatory requirements for pharmaceutical storage (GSP/GDP) and food safety (HACCP) become more stringent, enterprises are shifting from manual logging to automated, real-time digital surveillance systems.
Modern monitoring is evolving beyond simple data logging. We are seeing a massive integration of IoT & 5G Connectivity, AI-based predictive maintenance, and blockchain for immutable audit trails. Devices now feature ultra-low power consumption and long-range transmission capabilities like LoRaWAN and NB-IoT.
From monitoring vaccine "cold chain" integrity in remote regions to ensuring the safety of industrial boilers in smart factories, localized needs vary. Our devices are designed with versatility—offering waterproof ratings (IP67+), shock resistance, and localized language interfaces to serve global procurement demands.
As a leading hub for electronics and medical technology, China offers an unparalleled ecosystem for the development of Temperature Monitoring Devices. Choosing a Chinese supplier like Qingdao MDV Medical Appliances Co., Ltd. provides several strategic benefits:
1. Comprehensive Supply Chain Integration: China's manufacturing clusters allow for the rapid procurement of high-quality sensors, microchips, and casing materials. This reduces lead times significantly compared to other regions.
2. Cutting-edge R&D Capabilities: With the rise of "Smart Manufacturing," Chinese factories are no longer just assembly lines. We invest heavily in software development, ensuring our devices integrate seamlessly with cloud platforms and mobile apps for 24/7 monitoring.
3. Compliance and Certification Expertise: To compete globally, top-tier manufacturers adhere to international standards. Our facility is ISO 13485 certified, and many products carry the CE mark, ensuring they meet the safety and performance criteria of the European and North American markets.
4. Customization (OEM/ODM): Global buyers often require localized branding or specific technical modifications. Our 2,300 sqm production area, including a 1,500 sqm cleanroom, is equipped to handle custom orders from small batches to large-scale industrial runs.
Procurement professionals from hospitals, logistics companies, and industrial plants prioritize reliability, accuracy, and data security. China-made devices now rival Western brands in precision (often achieving ±0.1°C accuracy) while offering a more competitive total cost of ownership (TCO). This makes China the preferred choice for scaling large-scale monitoring projects.
Qingdao MDV Medical Appliances Co., Ltd. is a modern enterprise focusing on the R&D, manufacturing and sales of anesthetic medical products, traditional Chinese medicine acupuncture, interventional products, injection puncture and nursing medical equipment. The company has passed the ISO 13485 Medical Device Quality System Certification.
Always taking the tenet of creating high-quality medical equipment, caring for life and health, and providing customers with first-class products and service, our company have been constantly upgrading our existing products and developing new products. We have many patented products to meet the requirements of product serialization and specialization.
Factory Production & Quality Control Center

Our 50-person team is divided into production, quality control, and support units. This structure ensures efficient, high-quality manufacturing and compliance with global medical standards.

Spanning 6,600 sqm with 4,700 sqm of construction area, featuring a 1,500 sqm cleanroom and a 200 sqm quality inspection zone. Professional storage for raw materials and finished goods.

ISO 13485 and CE certifications ensure compliance with international medical device standards. Trusted partner delivering safe and reliable products for global healthcare.
Our temperature monitoring devices are indispensable in various critical environments:


 Blood Glucose Heart Rate Patient Monitoring Glucose Monitoring Device
Blood Glucose Heart Rate Patient Monitoring Glucose Monitoring Device
 Full Polysomnography, Polysomnography Device, Sleep Monitoring, Home Devices
Full Polysomnography, Polysomnography Device, Sleep Monitoring, Home Devices
 Berry Pm6100 Patient Monitoring System, Monitors and Device
Berry Pm6100 Patient Monitoring System, Monitors and Device
 2. Cbmcare Remote Health Monitoring Device with Customized Specifications
2. Cbmcare Remote Health Monitoring Device with Customized Specifications
 30 M3 50 M3 Eto Sterilization Medical Devices Eto Sterilization Equipment Gas Sterilization of Medical Equipment
30 M3 50 M3 Eto Sterilization Medical Devices Eto Sterilization Equipment Gas Sterilization of Medical Equipment
 Red Medical Devices Equipment Medicine Storage Bag Custom Wearable Smart Security Surge Protection Handheld First-Aid Devices
Red Medical Devices Equipment Medicine Storage Bag Custom Wearable Smart Security Surge Protection Handheld First-Aid Devices
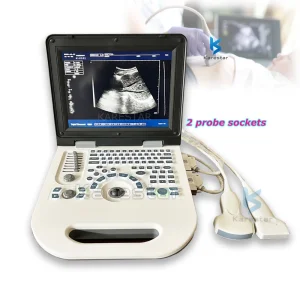 Laptop Echo Scanner Human Being Ultrasound Devices Portable with Low Price
Laptop Echo Scanner Human Being Ultrasound Devices Portable with Low Price
 Contec Cms6500 Patient Monitoring Remote Patient Monitor Device
Contec Cms6500 Patient Monitoring Remote Patient Monitor Device